 +86-13306862930 / +86-18668881826
+86-13306862930 / +86-18668881826

Получите предложение
+86-13306862930 / +86-18668881826
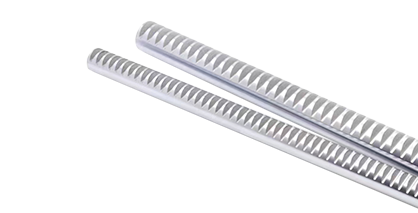
Каждая машина, которая перемещает что-то тяжелое по прямой, скорее всего, опирается на простую, но гениальную концепцию. Вращающаяся шестерня взаимодействует с линейной рейкой, преобразуя круговое движение в точное движение вперед и назад. А производитель реечных реек производит зубчатые стержни, составляющие половину этого товарищества. Эти компоненты варьируются от крошечных стоек, направляющих медицинские устройства, до массивных версий, перемещающих секции моста весом в тонны. Производственный процесс превращает необработанную сталь в прецизионные компоненты, допуски которых измеряются микронами.
Сталь поступает на производство в виде длинных прутков, требующих тщательной проверки перед началом производства. Металлурги проверяют образцы, подтверждающие точное соответствие химического состава техническим характеристикам. Осмотр поверхности выявляет дефекты, которые могут ухудшиться во время механической обработки. Некоторые сплавы поставляются предварительно обработанными, тогда как другие ожидают термической обработки после первоначальной резки. Производитель реечных реек, ориентированный на качество, обеспечивает строгую отслеживаемость материалов, зная, что скрытые дефекты приводят к преждевременным отказам в сложных условиях эксплуатации.
Массивные зубофрезерные станки удаляют материал, образуя профили зубьев по длине прутка. Специализированные фрезы, форма которых соответствует точной геометрии зубьев, вращаются относительно заготовок, создавая точные формы за счет точно контролируемых движений. На некоторых операциях используются реечные фрезерные станки, разработанные специально для этой цели, которые для повышения эффективности нарезают несколько зубьев одновременно. Производительный производитель зубчатых реек выбирает методы резки, соответствующие объемам производства: от единичных нестандартных длин до крупносерийных стандартных размеров.
Необработанной стали после резки не хватает прочности, необходимой для тяжелых условий эксплуатации. Печи для термообработки нагревают компоненты до определенных температур перед закалкой в масле или растворах полимеров. Этот процесс укрепляет поверхности, сохраняя при этом прочную сердцевину, способную поглощать ударные нагрузки. Далее следует отпуск, балансирующий между твердостью и хрупкостью для достижения оптимальных характеристик. Тщательный производитель зубчатых реек постоянно контролирует состояние печи, документируя каждую партию для отслеживания качества.
Термическая обработка неизбежно вызывает небольшие искажения, требующие коррекции путем шлифования. Специализированные шлифовальные станки проводят абразивными кругами по боковым поверхностям зубьев, удаляя микроскопический материал для восстановления точности. Этот процесс создает гладкие поверхности, уменьшая трение во время работы и обеспечивая при этом окончательные размеры в пределах жестких допусков. Производитель прецизионных реечных реек инвестирует в шлифовальное оборудование, способное поддерживать точность на реечных стойках длиной многие метры.
Различные применения требуют различной геометрии зубьев для оптимальной производительности. Стандартные эвольвентные профили подходят для общего применения, где преобладают умеренные нагрузки. Модифицированная конструкция оптимизирует рисунок контакта для конкретных условий эксплуатации. Спиральные версии обеспечивают более плавное зацепление при работе на высоких скоростях. Производитель универсальных реечных реек предлагает варианты профилей, соответствующие различным требованиям клиентов в различных отраслях: от станков до тяжелого строительного оборудования.
Каждая стойка проходит проверку перед тем, как отгрузка достигнет покупателя. Координатно-измерительные машины исследуют форму зубьев, сравнивая фактические размеры с проектными спецификациями. Тестеры шероховатости поверхности подтверждают, что качество шлифования соответствует требованиям. Магнитопорошковый контроль выявляет скрытые трещины, невидимые при визуальном осмотре. Тщательный производитель реечных реек ведет записи проверок, отслеживаемые для каждой производственной партии, в целях документации по качеству.
Стойки требуют крепления к конструкциям машины различными способами. Некоторые конструкции включают монтажные отверстия, просверленные через определенные промежутки в соответствии с требованиями заказчика. Другие имеют точно отшлифованные опорные кромки, упрощающие выравнивание во время установки. Расположение шпоночных пазов или установочных штифтов обеспечивает повторяемость позиционирования. Внимательный производитель реечных реек интегрирует монтажные функции, соответствующие тому, как клиенты фактически устанавливают продукты в свое оборудование.
Во многих приложениях длина стоек превышает производственные возможности или практические ограничения. Соединение нескольких секций встык создает непрерывные пути движения, потенциально достигающие сотен метров. Специальные приспособления для выравнивания обеспечивают идеальное соответствие шага соединений, предотвращая заедание при переходе шестерен между секциями. Некоторые производители предлагают согласованные комплекты, изготовленные вместе, что гарантирует совместимость. Опытный производитель реечных реек предлагает решения для соединения, обеспечивающие точность при увеличенной длине хода.
© 2025 Zhejiang Yuchen Transmission Technology Co., Ltd.




 English
English 中文简体
中文简体 русский
русский Español
Español